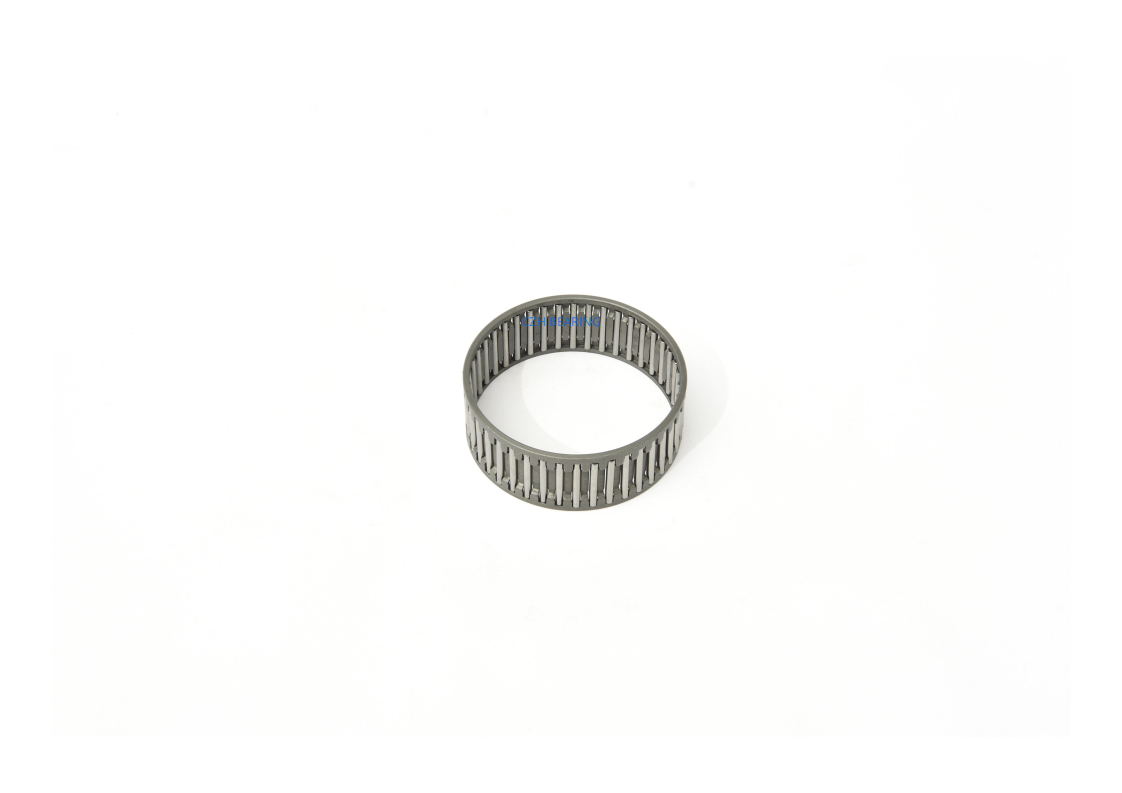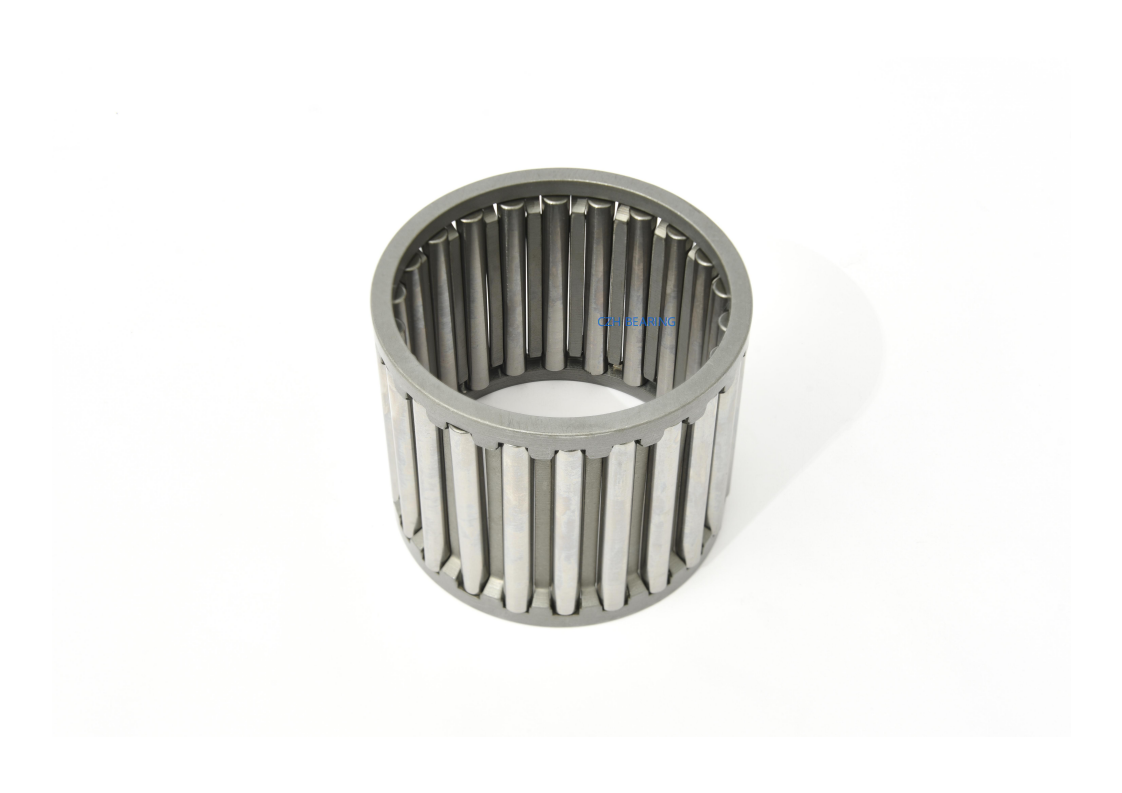
Reciprocating inertia loads and oscillating speeds require the cages used in the wrist pin positions to be heat treated and to guide on the wrist pin.These cages are available in a variety of widths to allow the selection of a needle roller and cage assembly with the length of needle rollers to match the connecting rod width.
Size Selection
In most instances selection of a suitable size of a needle roller and cage assembly for typical connecting rod positions may be based on the cylinder displacement of the engine which in turn, dictates the crank pin and wrist pin diameters.
Assemblies for wrist pin end applications will get the most effective axial guidance between the piston bosses. Grooves in the bottom of the piston bosses and a chamfer of small angle on each side of the upper portion of the connecting rod small end, can improve the oil flow to the needle roller and cage assembly and its guiding surfaces.The length of the needle roller and cage assembly and the connecting rod width at the crank pin end should be identical to ensure best possible radial piloting of cage in the bore of the connecting rod. The crank webs are recessed to allow proper axial alignment of the connecting rod. As a rule, it is not necessary to have additional supply of lubricant. Only in engines with sparse lubrication should consideration be given to provide lubricating slots in the connecting rod bores as with crank pin end guidance.
ASSEMBLIES FOR WRIST PIN END APPLICATIONS
METRIC SERIES


Continued on next page.